�gӭ�L��悽����w���ɢ��������˾�ٷ��Wվ��

�gӭ�L��悽����w���ɢ��������˾�ٷ��Wվ��

悽����w���ɢ��������˾
��ַ��悽��
^��·��Ͻ�130̖
�֙C��18952822221
���棺0511-83724246
ϵ�ˣ��w����
�]�䣺441887849@163.com
�]����212133
�Wַ��www.liquidatorspolicy.com
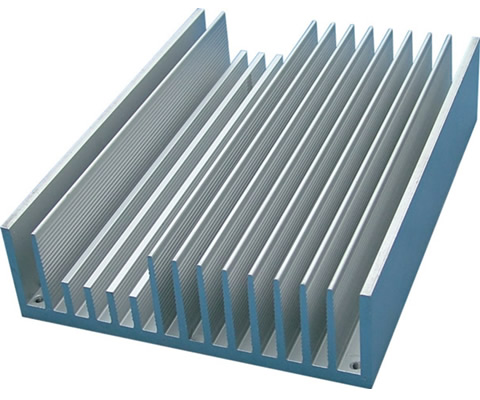
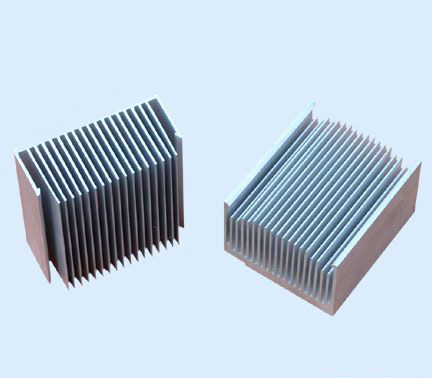
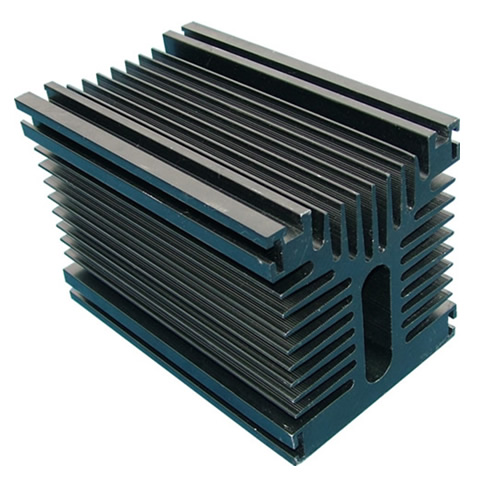
�����X�Ͻ����|�p���^�����õČ����Ժ��ӹ��ɏ��s���Π���V��������ɢ�������ϡ��X�Ͻ��Ͳ�ɢ�����Ͳ���Ҫ�����N��ͣ��⌒�Σ������λ��~���Σ��A�λ�E�A�A������ɢ��Ƭ�ʷ�����֦�Ρ���D1��ʾ�������Ĺ�ͬ���c�ǣ�ɢ��Ƭ֮�g���x�̣�������ɢ��Ƭ֮�g�γ�һ�����Σ�����Ⱥܴں���һ��ɢ��Ƭ������������ĵװ��ȴ���˽oɢ���Ͳĵ�ģ���OӋ����������a�����ܴ���y�ȡ�
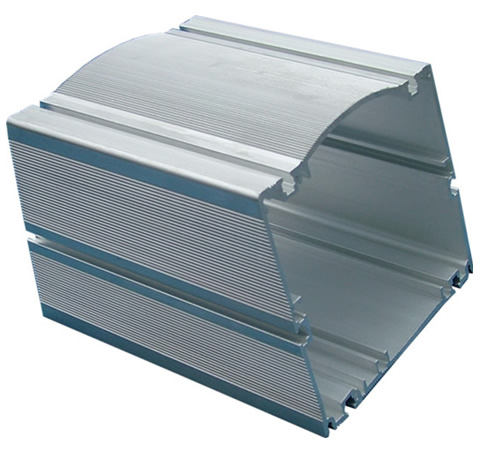
�����Ͳ�ɢ������һ���ֳߴ��^С���Π�Q�ĮaƷ���^�������a����ɢ�����Ͳı⌒�Σ����γߴ��^���еIJ����Q��ɢ��Ƭ֮�g�IJ�����Ⱥܴ������a�y���^����Ҫ���T�V��ģ�ߡ��D����ˇ������ϣ�����������a��ɢ�����Ͳġ��D���Ͳ�ɢ�����õĺϽ��횾������õĿɔD���Ժ͌����ԣ�һ���õ���1A30��1035��6063�ȺϽ�Ŀǰ�ձ�ʹ���^�����6063�Ͻ���������������õĿɔD���ԡ��������⣬߀���^�õ����W���ܡ�
�����X�Ͻ�ɢ�����Ͳĵ����aҪ���T�V���|����ģ�ߵIJ��|���OӋ���p�ٔD�����Լ��D����ˇ�ȷ������֡�
����1���T�V���|��Ҫ��
�����T�V�ĺϽ�ɷ�Ҫ��������s�|���������C�Ͻ��f�ֵļ����ȡ�����6063�Ͻ�Ҫ����Fe��Mg��Si�ĺ�����Fe�ĺ�����С��0.2%��Mg��Si�ĺ���һ�㶼�����ڇ��Ҙ˜ʵ����ޣ�Mg����0.45%����0.55%��Si����0.25%����0.35%���T�VҪ���^��ֵľ���̎����ʹ�T�V�ĽM�������ܾ���һ�¡�
�����T�V�ı���Ҫ�⻬�������S��ƫ������ճ��ɳ�ࡣ�T�V�Ķ���Ҫƽ���������г��_�A�����б��̫����б�ȑ���3�L�ԃȣ�������_�A�����б��̫����ƽ��ģ�D��ɢ���Ͳĕr������]���OӋ�����٣��T�Vֱ������ģ�ߣ������T�V���治ƽ�����F�еĵط��Ƚ��|ģ�ߣ��a���������У��װ�ģ�ߵ��X�ΔD�࣬����ɳ��ϵ��Ⱥ�һ�����a����ģ��D�����Ͳ��õĬF��
����2����ģ�ߵ�Ҫ��
�������ɢ�����Ͳĵ�ģ�߶����S�༚�L���X��Ҫ���ܴܺ�ĔD������ÿ���X��Ҫ�кܸߵď��Ⱥ��g�ԣ�����˴�֮�g�������кܴ�IJ��������ʹ���Ȼ��g�Բ����Щ�X�a�����ѡ����ģ��䓲ĵ��|����횿ɿ������ʹ���|���ɿ��ďS�����a��H13䓲ģ����x�Ã��|���M��䓲ġ�ģ�ߵğ�̎��ʮ����Ҫ��Ҫ����ռӟ�����ò��ø߉�������𣬿��Ա��C����ģ�ߵĸ��������ܾ�����Ҫ��ȡ���λػ�ʹģ�ߵ�Ӳ�ȱ��C��HRC48����52��ǰ���£����������g�ԡ��@�Ƿ�ֹģ�ߔ��X����Ҫ�l����
����ɢ�����Ͳ�Ҫ������D���ɹ����P�I��ģ�ߵ��OӋҪ����������Ҫ���_��һ��M�������T�Vֱ�ӔD����ģ�߹������ϡ����ڱ⌒������ɢ�����Ͳģ��OӋһ�����g�^С����߅�^��Č���ģ��ʹ��������߅�����p��ģ�߹������ϵĔD����������ʹ�䉺���ֲ���������ɢ�����ͲĔ���ıں����OӋģ�߹������rҪ�������������IJ�e�����ں��ĵط�������Ҫ�e�Ӵ��Դ�20mm����30mm�����X���λ��Ҫͻ�Ƴ�Ҏ���ѹ������p����С����֮Ҫ���C�����ڸ�̎���ӵľ����ԡ����ڱ⌒��ɢ�������鱣�Cģ����һ���Ą��ȣ�ģ�ߵĺ��Ҫ�m�����ӡ�����������s30%����60%��ģ�ߵ�����ҲҪʮ�־������յ�Ҫ�������¡����ҡ����g�����Q���X�c�X֮�g�ļӹ��`��ҪС��0.05mm���ӹ��`������a��ƫ�X����ɢ��Ƭ�ĺ������������a�����X�ĬF��
���������OӋ���^����Ĕ��棬��Ƕ肺Ͻ��ģ��Ҳ��һ���^�õķ��������Ͻ��ģ�����^�õĄ��Ժ���ĥ�ԣ����a��׃�Σ�������ɢ�����Ͳĵij��Ρ�
����3���p�ٔD����
�������˷�ֹģ�ߔ��X���M���p�ٔD���������D�����c�T�V���L���Ͻ�׃�ο����Ĵ�С���T�V�Ġ�B��׃�γ̶ȵĴ�С���������P����˔D��ɢ���X�Ͳĵ��T������̫�L���s�������T���L�ȵģ�0.6����0.85�������e����ԇģ�͔D����һ���T���r����_����������a���ϸ�ĮaƷ������ø��̵��T�����������T���L�ȣ�0.4����0.6�������T���ԇģ��
���������Π���s��ɢ����ͲĔ��棬���˿s���T�����L���⣬߀�ɿ��]�ü��X���T����һ��ԇ�D����ԇ�D�ɹ������������T�V�M�ДD�����a��
�����T�V�����˻H����ʹ�M�������ܾ����ҿ�����ߔD�����ܺͽ��͔D����������Ҫ���T�V��횾����˻�����׃�γ̶ȵ�Ӱ푣�����ɢ�����ͲĵĔ���eһ�㶼���^�D��ϵ��һ����40�ԃȣ������Ӱ��^С��
����4���D����ˇ
����ɢ�����Ͳ����a���P�I�ǔD��ģ�ߵĵ�һ��ԇģ���Зl����Ԓ������������X����ģ�Mԇ��ģ���OӋ�Ĺ������Ƿ������Ȼ���ڔD���C��ԇģ����һ��ԇģʮ����Ҫ��������Ҫ������ǰ�M�ω��r�ڵ���8MPa�ĵ͉���������ǰ�M������������Ͳ�⾀�տ�ģ�߳���̎���ȔD��ģ�ߵ�ÿһ��ɢ��Ƭ������D��ģ������u�Ӊ������M�ДD����ԇģ�ɹ����^�m�D���r����ע����ƺÔD���ٶȣ�����ƽ�����������aɢ�����Ͳĕr��ע��ģ�ߵļӟ�ضȣ�Ҫʹģ�ߜض��c�T�V�ض���������ز�̫�������ω��r�D���ٶ�������ʹ���ٜض��½����a����ģ�����ٲ�����ĬF��
�����Ͳ�ɢ�����D����ˇ����Ҋ��1��
������1 ɢ�����ͲĔD����ˇ����
����--------------------------------------------------------------------------------------------------
������ �𡡡����T�V�ض�/�桡�����D��Ͳ�ض�/�桡����ģ�ߜض�/�桡�����D��ϵ���������D���ٶ�min-1
����1035,1A30����400����470������400����440��������400����460��������20����60������15����50
����6063�������� 500����520������400����450��������480����500��������5����40������ 10����30
����--------------------------------------------------------------------------------------------------
����5���Y���Z�Ͳ�ɢ�����ĔD�����g���c�����������P�⣬߀�c�D���C��������ˮƽ�����O����Ԅӻ��̶ȡ����˵IJ������ɵ����P����ͬ��ɢ���ͲĔ��摪���������c��ȡ�����Ĵ�ʩ������һ�Ŷ�Փ��

������У��Ͳ�ɢ�����S�ҺͲ�Ƭ��ɢ�����S��-悽����w���ɢ��������˾
���I�aƷ�����ɢ�������Ͳ�ɢ��������Ƭɢ��������ָ��ɢ�������C��һ�w��ɢ������׃�lɢ���������ɢ������ϵ�ЮaƷ��
���g֧�֣������Ƽ� �KICP��17029745̖-1
 �K���W���� 32110102321373̖
�K���W���� 32110102321373̖

ȫ�����՟ᾀ:
18952822221